Sulphur Recovery Unit (SRU)
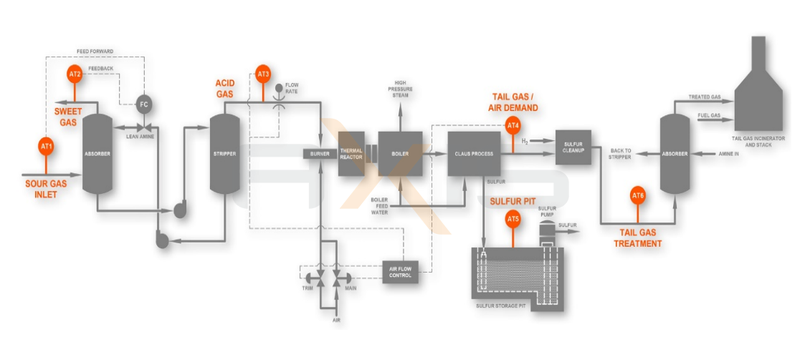
A Sulfur Recovery Plant serves to convert hydrogen sulfide (H2S) in an incoming gas stream into elemental sulfur. Sulfur recovery plants are required to recover 99.99% of the total sulfur that is introduced into the plant. Emissions regulations are becoming more stringent with each year that passes, which is why high-quality industrial analysis equipment in Sulfur Recovery Plants is of major importance.
Sulfur Recovery Unit is basically process of converting H2S into elemental sulfur by the Modified Claus Process.
- Upstream process of removing H2S is Amine Treating
- Downstream process to reduce emission is Tail Gas Treating
- Emission ca also be reduced by Enhanced Claus Process
- Input: Sour gas (H2S-rich)
- Unit: Absorber Column
- Process:
- Incoming “sour gas” (moderate H2S concentration, low CO2 concentration) is sent to an amine treatment process (absorber). The “sour gas” is run through an absorption tower containing an aqueous amine solution. The amine selectively absorbs the H2S from the gas stream, which results in a treated “sweet gas”. To achieve efficient control of the amine unit cycle time, plant operators must know the concentration of the H2S in the “sour gas”. This Analyzer is usually used in conjunction with the analyzer at sweet gas
- Lean Amine absorbs H2S and CO2
- Rich Amine sent to Stripper
- Measurement: H2S & NH3
- Unit: Stripper Column
- Purpose: Regenerate lean amine
- Process:
- The gas leaving the absorber is known as “sweet gas” due to its low concentration of H2S and other sulfur-containing compounds. The “sweet gas” must be monitored in order to ensure that the amine treatment process is running efficiently. This analyzer is usually used in conjunction with the analyzer AT1 to control the amine unit cycle time.
- Steam is used in the amine stripper to remove H2S from the “rich” amine. The “lean” amine, which is now free of H2S, may now be returned to the amine absorber. The level of H2S in the “lean” amine stream must be monitored in order to control and verify the stripping efficiency of the amine stripper. This analyzer is usually used in conjunction with Rich Amine
- Measurement: H2S & NH3
- Thermal Reaction:
- Partial combustion of H2S with air to form SO2
- Claus Reaction:
2H2S + SO2 → 3S + 2H2O
- Sulfur Condensers: Cool the gas to condense elemental sulfur
- Sulfur Pit (AT7):
- Collects molten sulfur
- Sulfur pumped and stored
- Process:
- The liquid elemental sulfur that is produced in the Claus process is directed into a sulfur storage pit. This stream of sulfur can contain upwards of 300 ppmw of dissolved H2S. Over time, the dissolved H2S will off-gas into the headspace of the sulfur storage pit, creating an equilibrium between the gas and the liquid. The H2S that accumulates in the sulfur storage pit must be monitored because H2S has a lower explosive limit of 4% by volume, and can ignite when in contact with mechanical equipment such as pumps or compressors.
- Measurement: H2S & SO2
- Unit: Tail Gas Absorber (AT8)
- Function:
- Absorb residual H2S and SO2
- Recycle amine to stripper
- Treated Gas: Sent to incinerator/stack
- Process:
- The Sulfur Cleanup process receives tail gas from the Claus process, and converts the small amount of sulfur compounds which were not converted there (usually less than 5%) into H2S using a catalytic hydrogenation reduction stage and an amine absorber. The treated gas is sent to the incinerator and the rich amine is recycled back to the amine stripper. H2S and H2 must be monitored in order to validate the reduction reaction taking place in the Sulfur Clean-up process. In addition, the H2S measurement is also used to identify the sulfur load heading to the amine absorber.
- Measurement: H2S, SO2, H2 & Air-demand